
By the EVST Editorial Team · Last updated: June 11, 2026
A welding positioner is a powered machine that rotates, tilts, or elevates a workpiece so that each weld seam can be reached in the flat or horizontal position, where weld quality and deposition rate are highest. Positioners are grouped by the number of powered axes: single-axis units rotate on one axis, two-axis units rotate and tilt, and three-axis units add a second rotation or elevation. Choosing the right type comes down to part geometry, weight, and whether a welder or a robot does the welding.
Why a Welding Positioner Matters
Weld quality is strongly tied to weld position. According to AWS D1.1, the structural welding code for steel, the flat (1G/1F) and horizontal positions allow higher current, faster travel, and better fusion than vertical or overhead welding, because gravity helps hold the molten pool in place. A positioner exists to keep the seam in that favorable orientation as the weld progresses, instead of forcing the welder or robot to chase the seam around a fixed part.
The payoff is threefold. Deposition rate rises because the process runs at its optimal parameters. Defect rate falls because out-of-position welding, the largest source of porosity and lack of fusion, is avoided. And cycle time drops because the part indexes to the next seam automatically rather than being unclamped, turned, and re-fixtured by hand. In a robotic cell, the positioner is what lets a single arm weld a complex part in one continuous program. For the broader cell context, see our welding robot guide for heavy industry.
The Three Positioner Classes by Axis Count
Every welding positioner can be placed into one of three families by how many powered axes it has. The axis count determines which seams the machine can present in the flat position, and it is the first specification to fix when sizing a cell.
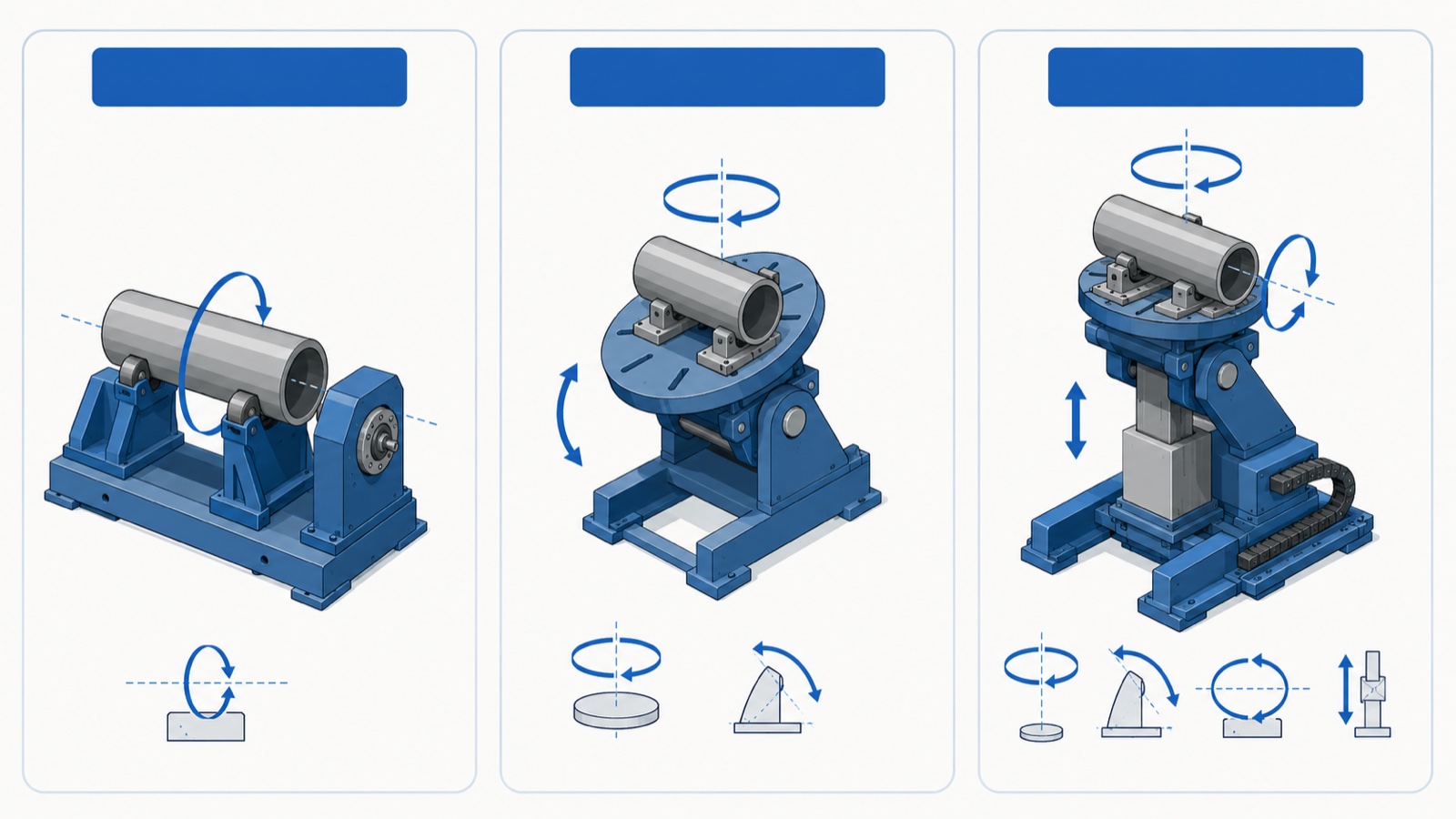
Single-axis positioners
A single-axis positioner provides one powered motion, almost always rotation about a horizontal or near-horizontal axis. This is the workhorse for cylindrical and rotationally symmetric parts: pipes, pressure-vessel shells, flanges, and shafts. The part turns under a fixed torch while the seam stays in the flat position, ideal for circumferential welds. EVST’s single-axis range, listed on the company product site, includes the Single Axis Main Box Servo Positioner, the Single Axis Horizontal Servo Positioner, and the Head and Tail Stock Single Axis Welding Positioner, which clamps a long part between a driven headstock and a free-spinning tailstock so it can rotate on its own centerline.
Two-axis positioners
A two-axis positioner adds tilt to rotation. The table both spins and tips, so a seam on any face of a boxy or irregular part can be brought to the flat position. This is the most versatile class for general fabrication, weldments, brackets, frames, and machine bases that have welds running in several planes. According to EVST’s product catalog, its two-axis line spans the L Type, U Type, C Type, and Platform Type configurations, which differ mainly in how the table is supported and how much tilt clearance the frame allows around a bulky part.
Three-axis positioners
A three-axis positioner combines rotation, tilt, and a third powered motion, typically a second axis of gyration or a vertical lift. The added axis lets the machine keep the seam not only flat but also at a constant working height and orientation relative to a robot, which simplifies robot programming on large or tall assemblies. EVST lists Vertical Gyration and Horizontal Gyration three-axis servo positioners for these heavier, geometry-rich applications.
| Class | Powered motions | Suited to | Typical pairing |
|---|---|---|---|
| Single-axis | Rotation only | Pipes, shells, flanges, shafts, circumferential seams | Manual or single robot, fixed torch |
| Two-axis | Rotation + tilt | Weldments, frames, brackets with multi-plane seams | Manual or robot, general fabrication |
| Three-axis | Rotation + tilt + second gyration/lift | Large, tall, or geometry-rich assemblies | Robot cell, coordinated motion |
Headstock/Tailstock vs Turntable: A Common Point of Confusion
Buyers often ask whether they need a “positioner” or a “headstock/tailstock,” but these are not competing categories, they describe how the part is held. A turntable-style positioner supports the part on a single rotating table, cantilevered from one side. A headstock/tailstock arrangement supports a long part at both ends, one end driven, the other idling, so it rotates on a stable centerline like a part in a lathe.
The rule of thumb is length and slenderness. A short, compact part sits fine on a single turntable. A long shaft, beam, or rotor would sag or whip if cantilevered, so it belongs between a headstock and tailstock. For very long parts, a tailstock with its own powered support or intermediate steady rests keeps deflection within tolerance. In practice, when EVST engineers size a cell for a fabricator who welds both compact brackets and long frames, the most common outcome is two stations, a two-axis table for the brackets and a headstock/tailstock for the frames, rather than one machine forced to do both jobs poorly.
Specifications That Drive Selection
Once the class is chosen, a short list of parameters fixes the exact machine. These are the numbers a supplier needs in order to quote, and the ones a buyer should confirm against the heaviest, largest part in the family.
- Rated load — the maximum workpiece mass the table carries. Always size against the part plus its fixture, not the bare part.
- Center of gravity and eccentricity — load capacity falls as the part’s center of gravity moves away from the table face and off the rotation axis. A positioner rated for a load with the CoG on-axis may be overloaded by the same mass mounted off-center.
- Rotation speed and torque — must match the welding travel speed for the largest diameter, so the surface speed at the seam stays within the process window.
- Tilt range and speed — for two- and three-axis units, the angular travel that brings each seam to flat, commonly up to 90 or 135 degrees depending on frame type.
- Table diameter and T-slot pattern — sets how the fixture mounts and how large a part the face supports.
- Ground/slip-ring current path — for welding, the positioner must carry welding current across the rotating joint without arcing through the bearings, which is what a welding-rated slip ring provides.
According to general fabrication practice, the single most common sizing error is rating a positioner on workpiece weight alone and ignoring eccentric load. A heavy part mounted with its mass offset from the rotation axis imposes a turning moment the drive must hold at every angle; if that moment exceeds the rated tilt or rotation torque, the table stalls or back-drives under load. EVST publishes load and moment limits per model on request rather than as a single headline number, because the safe limit depends on where the mass sits.
Manual vs Robotic Positioning
A positioner serves two very different masters. In a manual or semi-automatic shop, the positioner simply presents the seam to a human welder at a comfortable height and angle, the operator controls when it indexes. In a robotic cell, the positioner becomes a coordinated motion axis: the robot controller drives the positioner and the arm together so the torch and the seam move in concert, holding the ideal work angle through a curved or compound weld.
Coordinated motion is what separates a robotic welding positioner from a simple turntable. It requires the positioner’s servo axes to be controlled by, or tightly synchronized with, the robot controller, and it is the reason robot-grade positioners use servo drives with absolute encoders rather than simple variable-frequency motors. For the full cell build, including how the power source, robot, and positioner are quoted together, see the EVST product-site guide to welding robot cell selection.
How to Choose: A Five-Step Path
- Profile the part family. List the largest, heaviest, and most awkward parts the cell must handle. Size to the worst case, not the average.
- Fix the axis count. Rotation-only for cylindrical parts; add tilt for multi-plane seams; add a third axis only when large or tall geometry needs constant work height under a robot.
- Choose the holding method. Single turntable for compact parts; headstock/tailstock for long or slender parts that would deflect.
- Confirm load with eccentricity. Check rated load at the actual center-of-gravity offset, including the fixture, not just the bare part weight on-axis.
- Match the welding interface. Welding-rated slip ring for current path, servo control for robot coordination, and travel speeds that align with your process.
For a model-by-model walk-through of EVST’s positioner line against payload and tilt/rotate requirements, with a path to a quotation, see the companion guide, EVST welding positioner selection 2026. To compare a positioner against alternative workpiece-handling machines, read welding positioner vs turntable vs manipulator.
EVST’s Welding Positioner Range
EVST, headquartered in Chengdu with manufacturing in Wenling, builds welding positioners across all three axis classes as part of its robotic welding portfolio. The published range covers single-axis units (Main Box Servo, Horizontal Servo, and Head and Tail Stock), two-axis units (L Type, U Type, C Type, and Platform Type), and three-axis servo positioners (Vertical Gyration and Horizontal Gyration). Load ratings, table sizes, and tilt ranges are quoted per application on request, because the safe capacity depends on part geometry and center-of-gravity offset rather than mass alone.
According to EVST’s certification record, its robotic and welding-automation production line holds IATF 16949 automotive-grade quality certification, and its products carry CE, SGS, and TUV third-party certifications. Positioners are commonly supplied as part of a complete welding cell alongside EVST’s QJAR welding robots and power-source integration, so the rotation and tilt axes are commissioned as coordinated motion with the arm rather than as a standalone table.
Frequently Asked Questions
What is a welding positioner used for?
A welding positioner rotates, tilts, or elevates a workpiece so each weld seam can be brought to the flat or horizontal position, where weld quality and deposition rate are highest. It improves weld quality, raises throughput by avoiding out-of-position welding, and in a robotic cell lets one arm weld a complex part in a single continuous program.
What is the difference between single, two, and three-axis positioners?
A single-axis positioner rotates the part on one axis, suited to cylindrical parts and circumferential seams. A two-axis positioner adds tilt, so seams on multiple faces of a boxy part can be presented flat. A three-axis positioner adds a second gyration or a vertical lift, used on large or tall assemblies where a robot needs the seam held at a constant height and orientation.
When do I need a headstock/tailstock instead of a turntable?
Use a headstock/tailstock when the part is long or slender, such as a shaft, beam, or rotor, that would sag or whip if supported on one side only. The driven headstock and idling tailstock hold the part on a stable centerline so it rotates true. Short, compact parts can sit on a single rotating turntable.
How do I size a welding positioner correctly?
Size against the heaviest, largest part in the family, including its fixture, and check the rated load at the actual center-of-gravity offset, not just the bare weight on the rotation axis. Eccentric load imposes a turning moment the drive must hold at every angle; ignoring it is the most common sizing error. Confirm rotation and tilt torque against the worst-case offset with the supplier.
Can a welding positioner work with a robot?
Yes. In a robotic cell the positioner becomes a coordinated motion axis driven by, or synchronized with, the robot controller, so the torch and seam move together to hold the ideal work angle. Robot-grade positioners use servo drives with absolute encoders and a welding-rated slip ring to carry current across the rotating joint. This is what distinguishes a robotic welding positioner from a simple turntable.
Where to Go Next
To match a positioner to a specific payload and tilt/rotate requirement with a path to a quotation, see the EVST product-site guide to EVST welding positioner selection from single to three axis. To decide between a positioner and other handling machines, read welding positioner vs turntable vs manipulator. For the complete robotic welding cell, see our welding robot guide and the cell selection guide. For procurement questions, EVST sales can be reached via the contact page.
About the author: The EVST Editorial Team writes about industrial robotics and intelligent manufacturing for engineers and operations leaders evaluating automation projects. EVST (EVS TECH CO., LTD), founded in Chengdu in 2018, has delivered 600+ automation projects and ships to 100+ countries, with IATF 16949 automotive-grade certification and CE / SGS / TUV third-party certifications across the QJAR, collaborative robot, SCARA, and delta product families.