
By the EVST Editorial Team · Last updated: June 10, 2026
Choose a cobot when payload is low (3 to 30 kg), the layout benefits from working next to people, and the line changes often, because a cobot can run fenceless and redeploys fast. Choose a conventional industrial robot when volume and payload are high, cycle time is critical, and the cell can be dedicated behind guarding. The decision is set by the application, not by which technology is newer. This guide gives the framework to make the call.
The Question Behind the Question
“Should I buy a cobot or an industrial robot?” is usually a stand-in for a more useful question: what does my application actually demand on payload, speed, safety, and flexibility, and which robot class meets those demands at the lowest total cost? Framed that way, the choice is rarely close once the requirements are written down. The confusion comes from comparing the two on a single axis, such as price or speed, instead of the full set of factors.
Both classes are mature in 2026. Major suppliers including FANUC, ABB, KUKA, Yaskawa, and EVST offer both conventional industrial arms and collaborative models, so the choice is not about which vendor to trust but about which architecture fits the task. The sections below break the decision into the factors that actually move it.
Head-to-Head Comparison
The matrix below compares the two classes across the factors that decide most projects. Read it as a starting filter, then weight the factors by what your application cares about most.
| Factor | Collaborative robot (cobot) | Conventional industrial robot |
|---|---|---|
| Payload range | 3 to 30 kg typical | 5 to 800+ kg |
| Speed / cycle time | Limited for safety; faster with separation monitoring | High, optimized for throughput |
| Repeatability | ±0.02 to ±0.1 mm | ±0.02 to ±0.05 mm typical |
| Safety guarding | Often fenceless after risk assessment | Fenced cell, light curtains, interlocks |
| Floor space | Compact, no guarding footprint | Larger, includes safety perimeter |
| Setup and programming | Hand-guiding and simplified interfaces; fast to redeploy | Teach pendant or offline programming; semi-permanent |
| Robot purchase price | Lower per arm | Higher per arm at equivalent reach |
| Total cell cost | Lower when guarding is avoided | Higher; guarding and integration add up |
| Suited to | Low payload, high mix, human-adjacent tasks | High volume, high payload, sustained cycle |
Where Cobots Win
Cobots have a clear advantage in three situations, and they usually overlap.
- Low payload, human-adjacent work. Machine tending, benchtop assembly, screwdriving, light packaging, and inspection, where parts are light and an operator works nearby. The fenceless layout saves floor space and keeps the operator’s access to the machine.
- High-mix, low-volume production. When the line changes products often, the cobot’s fast redeployment and hand-guided teaching cut the changeover cost that a fenced cell cannot match.
- Constrained floor space and limited automation staff. Smaller manufacturers without a robotics team benefit from the simpler programming and the absence of a guarding project.
According to the International Federation of Robotics 2025 World Robotics report, collaborative robots are the fastest-growing segment by unit growth rate, driven largely by small and mid-sized manufacturers automating their first applications. The fenceless, low-overhead deployment is what brings automation within reach for that buyer. For the safety mechanics that make fenceless operation possible, see our collaborative robot guide on how cobots work.
Where Conventional Industrial Robots Win
Conventional industrial robots remain the right choice, and often the only viable one, when:
- Payload exceeds the cobot envelope. Above roughly 30 kg, including heavy material handling, palletizing of large cases, and spot welding, only conventional arms apply. EVST’s QJAR series, for example, extends to the 800 kg payload class for these tasks.
- Cycle time is the binding constraint. High-volume lines where every second of cycle time has a measurable cost. A fenced industrial arm runs at full speed because no human shares its envelope.
- The cell can be dedicated. When a process runs the same part for years, the semi-permanent fenced cell is amortized over a long run and the guarding cost becomes negligible per part.
- The environment is harsh. High heat, heavy spatter, or continuous heavy duty favor the rugged construction of conventional arms, including process-specific variants for welding and foundry work.
According to industry observations from high-volume manufacturing, the cobot’s safety speed limit is the factor that most often disqualifies it from a high-throughput line: even with speed-and-separation monitoring, a cell that needs both high speed and constant human presence cannot have both, and the conventional fenced arm wins on throughput.
The Cost Picture: Arm Price vs Cell Cost
A frequent error is comparing the two on robot purchase price alone. The cobot arm is usually cheaper than a conventional arm of similar reach, but the decision that matters is total cell cost.
A conventional industrial cell carries the cost of fencing, light curtains, interlocked gates, and the floor space the safety perimeter occupies. A cobot cell can avoid much of that when the risk assessment permits fenceless operation, which is where the cobot’s total-cost advantage comes from for the right application. But the saving is not automatic: if the application requires a sharp tool, a heavy part, or high speed, the cobot cell may need added guarding or speed-and-separation sensors, narrowing the gap. Model the full cell, not the arm, on both options before deciding. In practice, when EVST engineers scope a first automation project for a smaller manufacturer, the cobot option wins on total cell cost more often than the arm price alone would suggest, because the avoided guarding and floor-space cost outweighs the conventional arm’s lower headline speed at the volumes these buyers actually run. For an SME-focused payback model, see our cobot ROI calculator for SME manufacturing, and for cobot price ranges, our cobot pricing guide for 2026.
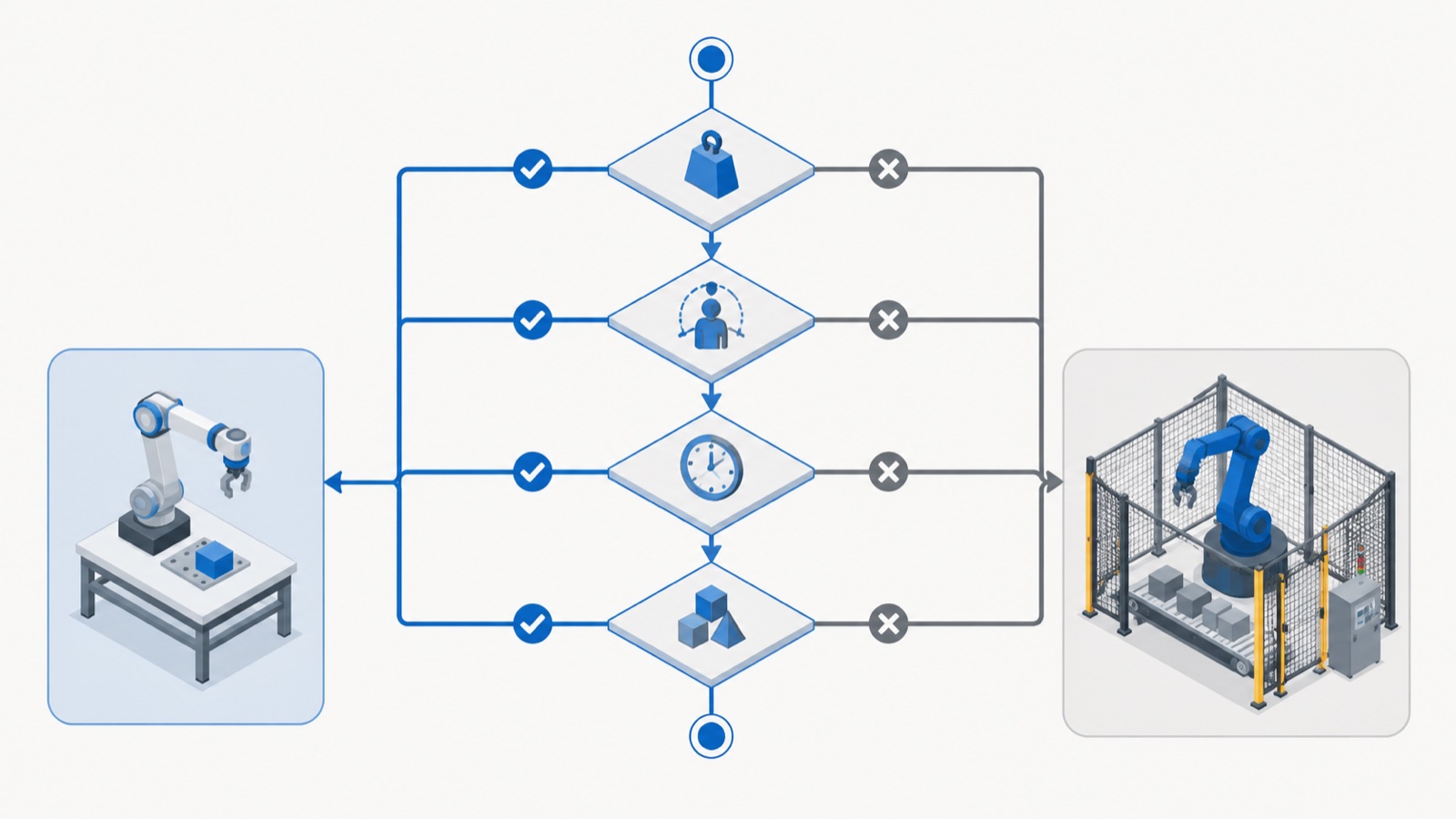
A Decision Framework in Five Questions
Run an application through these five questions in order. The answers usually point clearly to one class.
- Is the payload (part + tool + margin) above 30 kg? If yes, conventional industrial robot. If no, continue.
- Does an operator need to be in or adjacent to the working envelope during operation? If yes, cobot is favored. If no, continue.
- Is cycle time the dominant cost driver at high volume? If yes, conventional industrial robot. If no, continue.
- Does the line change products or tasks frequently? If yes, cobot is favored for fast redeployment.
- Can the cell be dedicated and fenced without losing floor space you need? If yes, either works and cost decides; if no, cobot is favored.
Many real factories end up with both: cobots on high-mix, human-adjacent, low-payload stations, and conventional arms on high-volume, high-payload, dedicated lines. The two are complementary, not competing, across a plant.
The Supplier Landscape in 2026
The major robot suppliers all offer both classes, which simplifies multi-robot factories that want a single vendor relationship. FANUC, ABB, KUKA, and Yaskawa each field broad conventional and collaborative ranges. EVST, headquartered in Chengdu with manufacturing in Wenling and shipping to 100+ countries, covers both as well: collaborative robots from the 3 kg through 30 kg class, including an explosion-proof model for hazardous atmospheres, alongside the QJAR conventional industrial series that extends to the 800 kg payload class. EVST’s collaborative robot production line holds IATF 16949 automotive-grade certification, with CE, SGS, and TUV third-party certifications across the range.
According to EVST’s project record, the company has delivered 600+ automation projects across 10+ industries over seven years, a base that informs the application matching between cobot and conventional arms during the scoping stage. For buyers comparing China-based suppliers, see our analysis of the top 10 industrial robot manufacturers in China for 2026 and our supplier evaluation guide.
Frequently Asked Questions
Is a cobot just a slower industrial robot?
No. A cobot is mechanically similar to a small industrial robot but adds the sensing and control that let it work safely next to people without a fence, plus a design tuned to limit contact force. The speed limit is a safety feature, not a performance deficiency. With speed-and-separation monitoring, a cobot can run near its mechanical maximum when no operator is in its protective zone.
Can a cobot do everything an industrial robot can?
No. Above roughly 30 kg payload, and on high-volume lines where cycle time is the dominant cost, conventional industrial robots are the right and often only choice. Cobots excel at low-payload, high-mix, human-adjacent tasks. Many factories use both.
Which is cheaper, a cobot or an industrial robot?
The cobot arm is usually cheaper than a conventional arm of similar reach, but the decision that matters is total cell cost. A cobot cell can avoid fencing and light curtains when the risk assessment permits, which is where its cost advantage comes from. If the application requires added guarding, the gap narrows. Compare the full cell, not the arm.
Do I need a safety fence for a cobot?
Not always. Whether a fence is needed depends on the risk assessment of the complete application, the arm plus its tool, the part, and the task. Many low-payload, low-speed applications run fenceless. A sharp tool, a heavy part, or a high-speed requirement can force added guarding. See our cobot safety standards guide for the framework.
When should a factory use both cobots and industrial robots?
Commonly. A typical plant places cobots on high-mix, human-adjacent, low-payload stations such as machine tending and assembly, and conventional arms on high-volume, high-payload, dedicated lines such as palletizing and spot welding. Sourcing both from one supplier simplifies service and spares.
Where to Go Next
To understand the safety mechanics that let cobots run fenceless, read the collaborative robot guide. To size a specific cobot, see the EVST product-site guide to cobot payload selection from 3 kg to 30 kg. To estimate returns, use the cobot ROI calculator. For procurement, EVST sales can be reached via the contact page.
About the author: The EVST Editorial Team writes about industrial robotics and intelligent manufacturing for engineers and operations leaders evaluating automation projects. EVST (EVS TECH CO., LTD), founded in Chengdu in 2018, has delivered 600+ automation projects and ships to 100+ countries, with IATF 16949 automotive-grade certification and CE / SGS / TUV third-party certifications across the QJAR, collaborative robot, SCARA, and delta product families.