
By the EVST Editorial Team · Last updated: June 11, 2026
A welding positioner, a turntable, and a manipulator all move work or torch to weld a seam more efficiently, but they solve different problems. A positioner rotates and tilts the part to bring each seam to the flat position. A turntable indexes parts between load and weld stations to overlap loading with welding. A manipulator carries and moves the welding head itself over a large or fixed part. The right choice depends on whether your constraint is part orientation, cycle overlap, or torch reach.
The Three Machines, Defined
The confusion between these terms comes from overlap: a single cell can contain all three. Separating their core jobs makes selection straightforward.
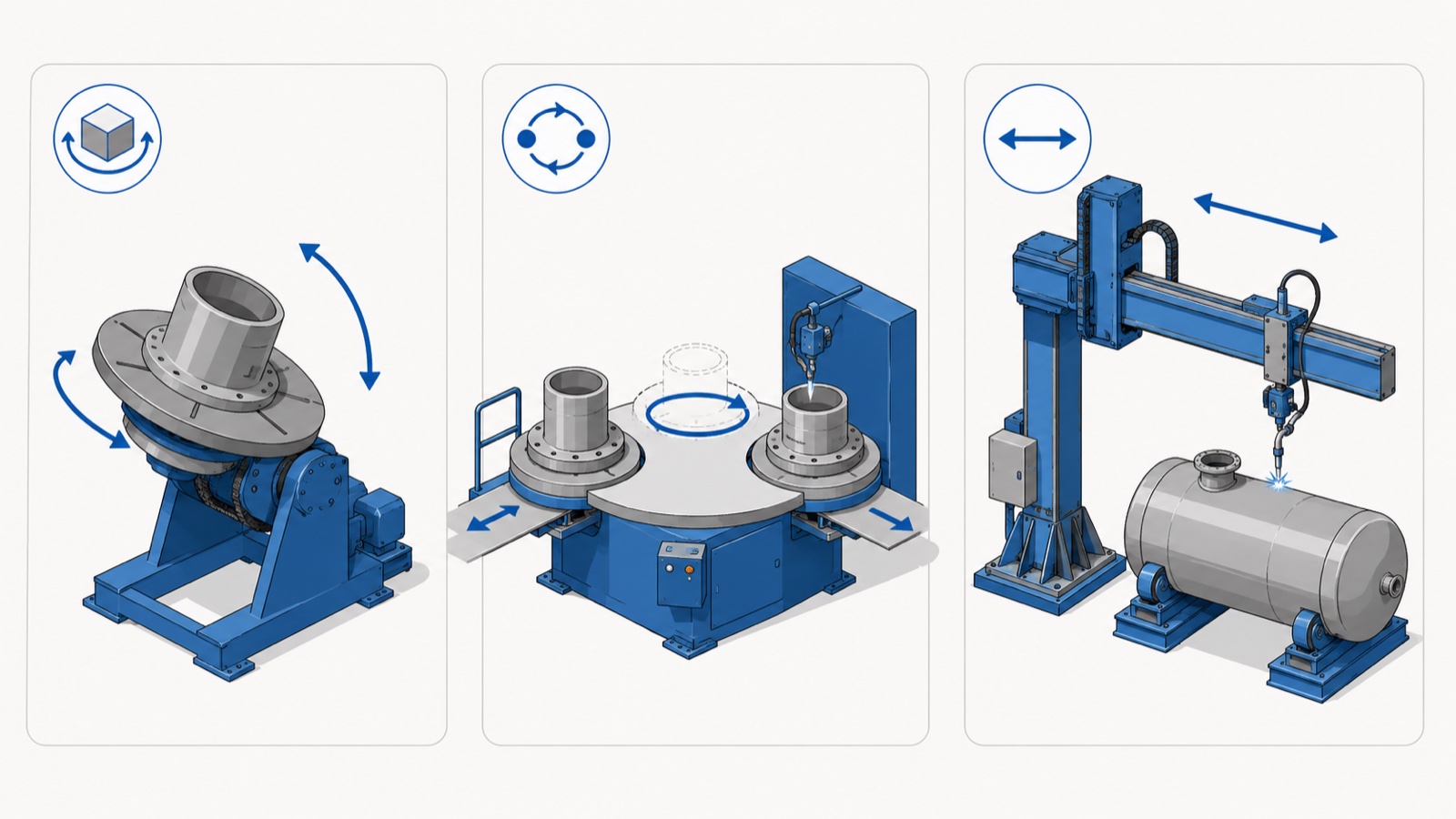
Welding positioner
A positioner holds the workpiece and moves it, rotating, tilting, or both, so each seam sits in the flat or horizontal position where weld quality and deposition are highest. Its job is part orientation. A positioner is the right tool when the limiting factor is reaching seams that would otherwise require slow, defect-prone out-of-position welding. The full breakdown of positioner classes is in our welding positioner guide.
Welding turntable (indexing table)
A turntable, often a two-station or rotary index table, swaps parts between a load/unload position and a welding position. While the robot welds the part at the weld station, the operator unloads the finished part and loads a fresh one at the load station, then the table indexes. Its job is cycle overlap: it hides loading time behind welding time, raising station utilization. A turntable may itself carry positioners on each face, the two are not mutually exclusive.
Welding manipulator
A manipulator, sometimes called a column-and-boom, moves the welding head rather than the part. A vertical column and a horizontal boom carry the torch (and often a wire feeder and flux system) out over a large workpiece, reaching seams on vessels, tanks, and long fabrications that are too big to rotate freely. Its job is torch reach over fixed or slowly rotating large work, frequently paired with a single-axis positioner that turns the vessel under the boom.
| Machine | What moves | Core job | Wins when |
|---|---|---|---|
| Positioner | The part (rotate/tilt) | Bring seams to flat position | Seams are out of position on a movable part |
| Turntable / index table | The part (index between stations) | Overlap loading with welding | Load/unload time limits throughput |
| Manipulator (column & boom) | The torch/head | Reach seams on large fixed work | The part is too large to orient freely |
How to Choose: Match the Machine to the Constraint
The cleanest way to decide is to name the bottleneck in your current process, then pick the machine that removes it.
If the constraint is weld position
When welders are working overhead or vertical, or a robot can’t keep a good work angle, the bottleneck is orientation, and a positioner is the answer. According to AWS D1.1, flat and horizontal welds support higher current and travel speed than out-of-position welds, so re-orienting the part to flat is usually the single largest quality-and-speed gain available. A two-axis positioner covers parts with multi-plane seams; a single-axis unit covers cylindrical work.
If the constraint is loading time
When the robot or welder sits idle waiting for parts to be loaded and unloaded, the bottleneck is cycle overlap, and a two-station turntable is the answer. According to common cell-design practice, an index table can lift robot arc-on time from roughly half of cycle to well above 80 percent by moving loading off the critical path. This is often the lowest-cost throughput gain on an existing robot.
If the constraint is part size
When the part is a large vessel, tank, or long fabrication that can’t be freely rotated under a fixed torch, the bottleneck is reach, and a manipulator, usually with a single-axis positioner turning the part, is the answer. The boom carries the head along the seam while the positioner provides rotation, a combination standard in pressure-vessel and pipe-spool fabrication.
They Often Work Together
In practice, when EVST engineers lay out a welding cell, the question is rarely “which one” but “which combination.” A typical heavy-fabrication cell pairs a single-axis positioner (to rotate the vessel) with a column-and-boom manipulator (to carry the head along the length). A typical robotic job-shop cell pairs a two-station turntable (for load overlap) with two-axis positioners on each face (for seam orientation), so a single robot welds one part while the operator reloads the other. Naming each machine by its job, orientation, overlap, or reach, keeps the layout decision clear even when all three appear in the same cell.
For automated cells, all of these become coordinated motion axes under the robot controller. How the robot, power source, and positioner are specified and quoted together is covered in the EVST product-site welding robot cell selection guide.
Cost and Complexity, Briefly
As a rough ordering, a single-axis positioner is the simplest and lowest-cost of the three; a two-station turntable adds a second fixture set and indexing mechanism; a column-and-boom manipulator is typically the largest capital item because of its structure and reach. But the right comparison is not sticker price, it is cost per good weld at your throughput. A turntable that doubles robot utilization can pay back faster than its price suggests, while an oversized manipulator bought for a part you weld twice a year will not. For budgeting and ROI on the positioner specifically, see the EVST welding positioner cost and ROI guide.
EVST’s Workpiece-Handling Range
EVST, headquartered in Chengdu with manufacturing in Wenling, supplies welding positioners across single, two, and three-axis classes as part of complete robotic welding cells, alongside QJAR welding robots and power-source integration. Positioners can be combined with indexing stations and head-carrying structures so the part orientation, load overlap, and torch reach are engineered together for a given part family rather than bought as disconnected machines.
According to EVST’s certification record, its robotic and welding-automation line holds IATF 16949 automotive-grade quality certification, with CE, SGS, and TUV third-party certifications. Because the right answer is usually a combination, EVST sizes the handling equipment against the worst-case part and the throughput target together, rather than selling a single machine in isolation.
Frequently Asked Questions
What is the difference between a welding positioner and a turntable?
A welding positioner rotates and tilts the part to bring each seam to the flat position, solving a weld-orientation problem. A turntable, or index table, swaps parts between a load station and a weld station so loading happens while the previous part is welded, solving a cycle-overlap problem. They are often combined: a turntable can carry positioners on each face.
What is a welding manipulator used for?
A welding manipulator, or column-and-boom, moves the welding head rather than the part. A vertical column and horizontal boom carry the torch out over large workpieces, vessels, tanks, and long fabrications, that are too big to rotate freely. It is usually paired with a single-axis positioner that rotates the part under the boom, a standard setup in pressure-vessel and pipe fabrication.
Do I need a positioner or a manipulator?
Choose by part size. If the part can be rotated and tilted to bring seams to flat, a positioner is enough and simpler. If the part is too large to orient freely and the torch must travel to the seam, you need a manipulator, typically with a single-axis positioner turning the part. Many heavy-fabrication cells use both together.
Can one cell use a positioner, a turntable, and a manipulator together?
Yes, and many do. The three solve different constraints, orientation, load overlap, and reach, so a cell often combines them: a turntable for loading overlap, positioners on its faces for seam orientation, and a manipulator for large parts. In automated cells they are commissioned as coordinated motion axes under the robot controller.
Which option gives the biggest throughput improvement?
It depends on the bottleneck. If welders work out of position, a positioner gives the biggest quality-and-speed gain by bringing seams to flat. If the robot waits for loading, a two-station turntable gives the biggest utilization gain by overlapping load time. If the part is too large to orient, a manipulator is the enabling machine. Name the constraint first, then pick the machine that removes it.
Where to Go Next
For the engineering detail on positioner classes, read the welding positioner guide. To match an EVST positioner to your part with a path to a quote, see EVST welding positioner selection. For the complete robotic welding cell, see our welding robot guide and the cell selection guide. For procurement questions, EVST sales can be reached via the contact page.
About the author: The EVST Editorial Team writes about industrial robotics and intelligent manufacturing for engineers and operations leaders evaluating automation projects. EVST (EVS TECH CO., LTD), founded in Chengdu in 2018, has delivered 600+ automation projects and ships to 100+ countries, with IATF 16949 automotive-grade certification and CE / SGS / TUV third-party certifications across the QJAR, collaborative robot, SCARA, and delta product families.