Last Updated: May 9, 2026

For cobot welding at the SME scale, the decision is straightforward when batch size stays below 50 parts per run, the weekly part mix changes, individual part value is under $500 USD, and a skilled operator can be redeployed rather than eliminated. Entry capex runs 35 to 65k USD versus 80 to 150k USD for a conventional industrial welding cell. Programming a new part takes 2 to 8 hours of teach-through versus 2 to 5 days of offline programming. The trade-off: cobot arc-on time tops out at 50 to 65% against the industrial cell’s 70 to 85%, and deposition rate is lower. For most small fabrication shops, that trade-off is worth it.

When Cobot Welding Wins: 5 Conditions for SMEs
A cobot welding setup does not win on raw throughput. It wins on deployment speed, programming flexibility, and the ability to share floor space with operators. According to the International Federation of Robotics (IFR) World Robotics 2025 report, collaborative robot installations grew at roughly 20% year-over-year in recent periods, significantly outpacing the broader industrial robot market. The growth is concentrated in exactly the SME segment, where smaller batch sizes and constrained floor space make conventional guarded cells impractical.
Five conditions, when present together or in combination, consistently favor a cobot welding investment over an industrial cell.
Condition 1: Low to Mid Volume, Batch Size Below 50
Industrial welding cells deliver their best arc-on time on stable, repeating part families. When a part number runs fewer than 50 units per batch and the mix changes weekly, fixture changeover and re-teach time erodes the industrial cell’s throughput advantage. Shops running three to eight part numbers per week are the cobot sweet spot, assuming cycle time per part is not the binding constraint.
Condition 2: High Product Mix
When the quote board shows more than a dozen active part numbers, cobot welding’s programming agility is the key advantage. In practice, a welder guiding the torch through the weld path directly on the part generates a working program in two to eight hours. New customer jobs qualify on the robot within one working day. A conventional cell with offline programming software extends that window to days and requires software training to operate.
Condition 3: Fenceless Operation Desired
A conventional industrial cell requires perimeter fencing, typically 1.5 to 3 meters of clearance on each side. A cobot cell using an area safety scanner (ISO/TS 15066 speed-and-separation monitoring) reduces the safety perimeter to the scanner’s protective field, recovering meaningful floor space in constrained SME shops. The operator loads and unloads without opening interlocked gates, which reduces changeover overhead on short runs.
Condition 4: Skilled Welder Shortage
According to the American Welding Society (AWS) Welder Shortage Outlook, the United States faces a projected deficit of more than 330,000 qualified welders by 2028. Hiring lead times for certified AWS D1.1 welders already run three to nine months in high-demand industrial regions at $67,000 to $93,000 fully loaded annually. A cobot run by a trained, non-credentialed operator fills that production gap at lower ongoing labor cost, with the robot holding the weld parameters once the program is set.
Condition 5: Brownfield Retrofit, No Major Facility Work
A conventional industrial cell typically triggers facility work: fencing foundations, conduit runs, and utility drops for ventilation. A cobot welding package arrives on a wheeled base, connects to a single 480V or 220V service drop, and enters production qualification within days. For rented facilities or shops with uncertain long-term tenancy, the minimal site-modification requirement matters beyond the capex difference alone.
When the Industrial Welding Cell Still Wins
Cobot welding has genuine limitations, and overstating its fit range does small shops a disservice. Four conditions consistently favor a conventional industrial welding cell.
Cycle Time Below 30 Seconds Required
Cobot welding speed is constrained by power and force limiting. When a complete weld sequence must fit inside 30 seconds, most cobots cannot deliver the required travel speed and torch positioning acceleration. Industrial arc welding robots operate well above cobot speed limits, and that gap compounds on parts with many short weld segments.
Deposition Rate Above 10 kg/h Required
MIG deposition on a cobot runs 3 to 7 kg/h. An industrial cell with a high-amperage power source delivers 8 to 14 kg/h. For heavy structural fabrication, pressure vessel work, or thick plate (12 mm+) multi-pass applications, the deposition difference is a hard technical constraint, not a preference.
Multi-Pass Thick Plate Welding
Industrial cells with laser seam tracking and integrated weld-process monitoring maintain positional accuracy across dozens of passes on heavy sections. Most cobot welding packages lack the seam tracking and power source integration needed for certified thick-plate work to AWS D1.1 or EN 1090 with full traceability.
Automotive Tier 1 Dedicated Production
Tier 1 automotive supply chains demand IATF16949-compliant process controls and sustained high-cadence production on a single part family for weeks at a time. The cobot’s programming agility is irrelevant at that changeover frequency, and cycle time and deposition requirements typically exceed cobot capability at production volume.
8-Question Decision Framework: Cobot Welding vs Industrial Cell
Use the table below to score your shop against eight measurable factors. A preponderance of answers in the Cobot column signals cobot welding as the starting point; a preponderance in the Industrial column signals the conventional cell. Mixed results (four to four, five to three) call for a pilot approach or a hybrid strategy.
| Question | Cobot Welding Favored | Industrial Cell Favored |
|---|---|---|
| 1. Batch size per part number | Fewer than 50 units per run | 100+ units per run consistently |
| 2. Part mix per week | 5 or more distinct part numbers per week | 1 to 2 dedicated part families |
| 3. Part value per unit | Under $500 USD finished value | Above $1,000 USD (rework cost risk justifies automation investment) |
| 4. Weld map complexity | Simple to moderate; single-pass or light multi-pass; plate under 10 mm | Heavy multi-pass; thick plate 12 mm+; long seams requiring seam tracking |
| 5. Cycle time target | No hard cycle time below 30 seconds per part | Cycle time under 30 seconds required |
| 6. Quality certification required | AWS D1.1 or equivalent; visual + basic NDT acceptable | IATF16949; full weld traceability; EN 1090 structural certification |
| 7. Available floor footprint | Under 15 m² available; shared workspace needed | Dedicated cell area of 20 m² or more available |
| 8. Capex budget | $35k to $80k total project budget | $100k to $200k+ budget available |
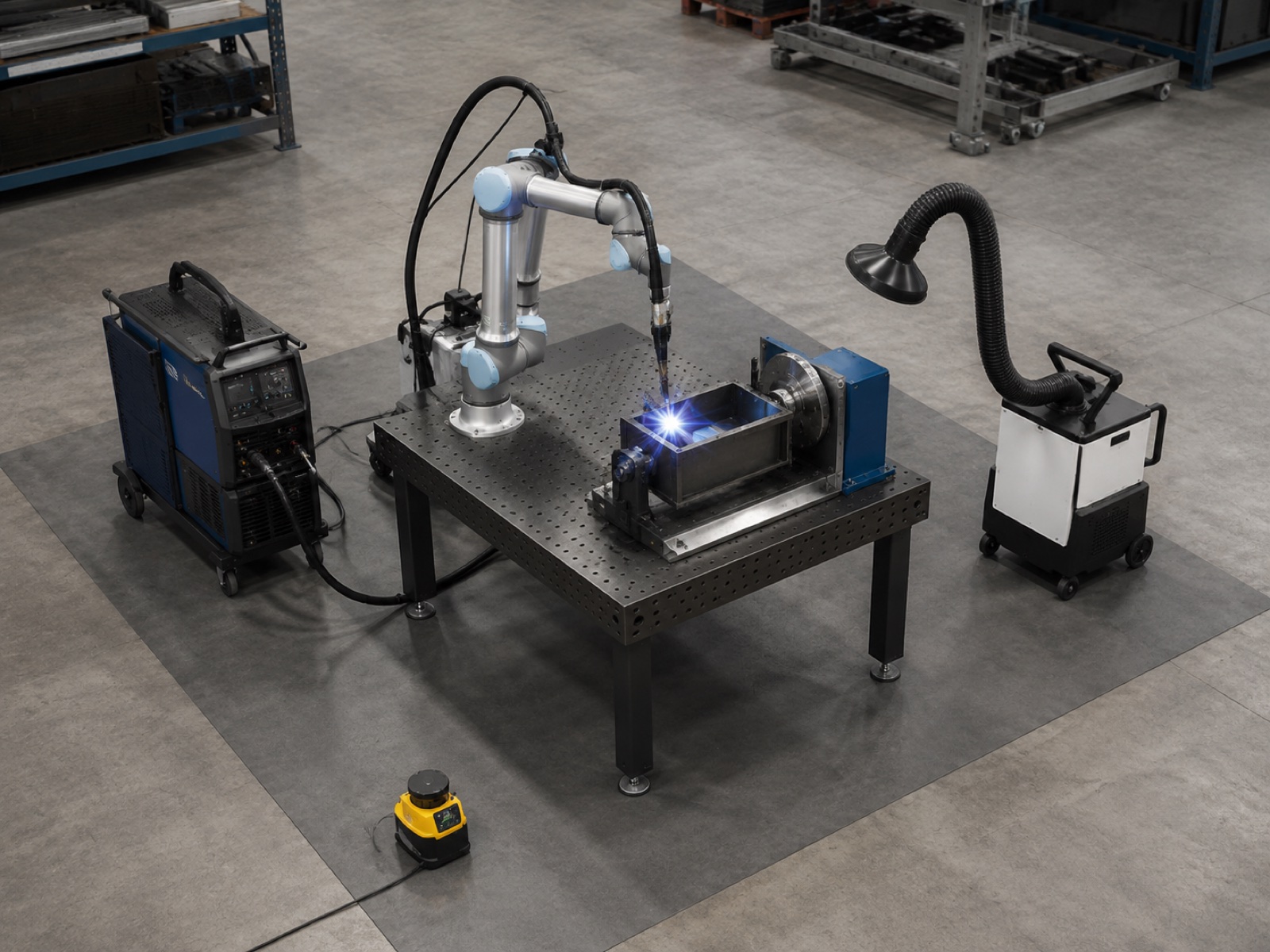
Capex Breakdown: SME Cobot Welding Cell (35 to 65k USD)
The SME cobot welding cell budget of 35 to 65k USD covers a real production-ready package when specified correctly. The figure below is not a stripped-down demonstration kit; it is what a working shop needs to run production parts. The wide range reflects cobot arm payload class, positioner type, and whether the buyer sources a pre-integrated bundle versus assembling components separately.
| Component | Budget Range (USD) | Notes |
|---|---|---|
| 6-axis cobot arm (10–20 kg payload class) | $18,000 – $32,000 | Payload class determines reach and deposition capability |
| Welding torch + wire feeder + power source | $6,000 – $12,000 | MIG package; pulse-capable power source recommended |
| Simple manual or servo positioner | $3,500 – $8,000 | 1-axis servo positioner for synchronized rotation; manual tilt for budget builds |
| Area safety scanner + mounting | $2,500 – $5,000 | SIL 2 rated; replaces hard fencing on operator-approach side |
| Welding table, torch holder, cable management | $1,500 – $3,500 | Often bundled in pre-integrated packages |
| Fume extraction (portable or duct) | $1,800 – $4,500 | Regulatory requirement; portable units at lower end of range |
| Integration, commissioning, first-part qualification | $3,000 – $8,000 | Lower for pre-integrated bundles; higher for bespoke configurations |
| Total System (Estimated) | $36,300 – $73,000 | Excludes fixturing; add $2,000 – $8,000 for part-specific fixtures |
An entry-tier industrial cell with safety fencing and a basic positioner typically runs $80,000 to $120,000 fully installed. The cobot package costs 40 to 55% less, which materially changes the payback period for shops running fewer than 100 parts per week on a given part number. According to Interact Analysis Welding Automation Market 2025, cobot welding adoption is growing fastest in the sub-$75k system price tier, driven by lower arm costs and the availability of pre-integrated bundles that reduce integration risk for shops without dedicated robotics engineers.
Arc-On Time and Deposition: What the Numbers Actually Mean
Two metrics drive welding productivity comparisons: arc-on time (share of shift time with the torch generating an arc) and deposition rate (kg of wire deposited per hour). Both differ between cobot and industrial cell, and both carry caveats that vendor claims often omit.
Arc-On Time
A well-configured cobot welding cell runs at 50 to 65% arc-on time. The balance goes to part loading and unloading (the operator is doing this manually, as most SME cobot cells lack a separate loading station), torch cleaning and consumable checks, and safety scanner approach time during changeover. On a standard 8-hour shift, 50 to 65% arc-on time translates to 4 to 5.2 hours of actual welding, roughly double the 20 to 25% achieved by a skilled manual welder doing everything themselves.
A conventional industrial welding cell with a dual station (operator loads one fixture while robot welds the other) reaches 70 to 85% arc-on time because the robot’s welding arc is almost never interrupted by operator handling time. That performance gap is real, but its economic impact depends on the volume of parts being run. For a shop welding 30 parts per week at $400 each, the throughput difference between 55% and 75% arc-on time may be worth $15,000 to $25,000 in additional annual output, less than half the capex difference between the two system types.
Deposition Rate
Cobot MIG welding deposition runs 3 to 7 kg/h depending on wire diameter (typically 0.8 to 1.2 mm), current setting (limited by cobot torch rated duty cycle), and joint configuration. Industrial welding cells with higher-amperage power sources and full-duty-cycle welding torches run 8 to 14 kg/h on comparable joint types.
For most SME applications, the 3 to 7 kg/h range is adequate. A light structural frame or custom railing assembly welded from 4 to 6 mm plate rarely demands more than 2 to 3 kg/h of actual deposition at the part level. The deposition gap becomes relevant when welding thick sections, heavy weldments, or continuous seams exceeding several hundred millimeters in a single pass.
Programming Time: Hours vs Days
Programming time is the most underestimated competitive advantage of cobot welding for high-mix shops. The comparison is direct: teach-through programming on a cobot versus offline programming (OLP) for a conventional industrial cell.
Teach-through programming on a cobot works by physically guiding the welding torch through the weld path while the cobot arm records the trajectory. The operator sets weld parameters (current, voltage, travel speed, torch angle) at each joint type, and the program is ready to run within a single session. For a typical SME weldment with 8 to 15 weld joints, this process takes 2 to 8 hours including dry-run verification and first-article inspection. A new part number from customer drawing to first production weld can be achieved within one working day.
In practice, shops using cobot teach-through report that experienced welders adapt within 2 to 4 hours of hands-on time and can program new parts independently after the first week of operation. The skill transfer from welding knowledge to cobot programming is direct: the welder already understands joint types, travel direction, and torch angle. The robot is simply executing the welder’s decisions consistently.
Offline programming for a conventional industrial cell requires CAD model import, weld path generation in OLP software, simulation and collision checking, post-processing for the specific robot controller, and physical program verification on the cell. For a shop without a dedicated robotics engineer, the process takes 2 to 5 days per new part number, and errors discovered during physical verification often require returning to the OLP software for correction cycles. OLP software licenses add $15,000 to $35,000 to the project budget and require training to use effectively.
4 SME Case Verdicts: Cobot Welding in Practice
These four scenarios are representative of the SME segment, based on field deployment patterns at comparable shop profiles. None is a specific named customer.
Case A: Exhaust Component Shop, 50 Units per Month
Profile: 12-person shop, custom exhaust headers, 304 stainless 1.5 to 3 mm wall, four active part numbers, $180 to $350 per assembly. Verdict: cobot welding, strong fit. Volume is below the threshold where the industrial cell’s arc-on time advantage justifies $50,000 to $80,000 in additional capex. Monthly changeover across four part numbers suits teach-through programming. The welder is redeployed to fabrication prep rather than eliminated.
Case B: Custom Railing Fabricator, 20 Units per Month
Profile: 8-person architectural metals shop, custom stainless and mild steel railing systems, fillet and butt welds on 5 to 8 mm tube, $600 to $1,800 per assembly. Verdict: cobot welding, marginal fit; programming discipline is critical. The real benefit is weld consistency on tube-to-tube joints, reducing rework on high-value assemblies. Skipping programming on two-unit orders and reverting to manual defeats the investment logic.
Case C: Kitchen Equipment Manufacturer, 200 Units per Week
Profile: 35-person contract manufacturer, commercial kitchen frames from 304 stainless 1.5 to 2.5 mm, three core frame designs, $120 to $280 per unit. Verdict: industrial cell stronger fit, but cobot is a valid pilot. At 200 units per week on three part numbers, a mid-tier industrial cell’s arc-on time advantage is justified. A cobot cell on the highest-volume SKU at $45,000 to $55,000 generates positive ROI while the shop builds volume data for the larger capital decision.
Case D: Boat Trailer Fabricator, 12 Units per Month
Profile: 15-person shop, galvanized steel trailer frames, 50 mm square and rectangular tube 3 to 5 mm wall, two frame sizes, $800 to $1,600 per frame. Verdict: cobot welding, strong fit. Straight seams and predictable joint angles are ideal for teach-through programming. Large frame geometry may require completing welds in two setups with the frame repositioned on a simple manual positioner.

Vendor Landscape: Cobot Welding Options for SMEs (2026)
The cobot welding market has consolidated around a handful of platforms with pre-integrated welding bundles. Key options for SME buyers in 2026:
Universal Robots (UR10e, UR20) with Welding Bundles
The UR10e (12.5 kg payload) and UR20 (20 kg payload) are the most widely deployed cobot welding arms globally, paired with third-party packages from Hirebotics, Lincoln Electric, or Fronius via the URCap ecosystem. The strength is integrator network depth. The trade-off is that welding-specific functionality depends on the third-party package rather than the UR controller natively.
Doosan Robotics H2017
The H2017 (20 kg payload, 1700 mm reach) offers a higher payload class than most cobot welding platforms, with native controller integration for welding power sources providing tighter arc parameter feedback. Availability outside major industrial markets typically goes through regional distributors.
Techman Robot TM5 / TM12 with Welding Cells
Techman’s built-in vision system assists with seam finding on simple joint geometries, reducing fixture repeatability requirements. Pre-integrated welding cells are available through regional integrators in Asia-Pacific and European markets.
ABB GoFa Welding Kit
ABB’s GoFa (CRB 15000, 5 and 10 kg payload) with the ABB welding application package is aimed at light fabrication and thin-gauge sheet metal, backed by ABB’s global service infrastructure. Better suited to light tube and sheet work than structural weldments.
EVST XR Series and XR-EX for Cobot Welding
EVST offers cobot welding configurations through its XR series (collaborative payloads up to 20 kg) with turnkey integration spanning the cobot arm, welding torch, positioner, and safety system. Differentiators for SME buyers include CE, SGS, and TUV third-party certifications, IATF16949 automotive-grade manufacturing on the cobot production line, and field engineering coverage across more than 100 countries. The XR-EX series (ATEX/IECEx dual certified, IP68) covers explosion-proof welding environments. EVST’s robotic platform spans from collaborative payloads to heavy-duty industrial arms, providing a clear upgrade path without changing vendors as production volume grows.
Cobot Welding vs Industrial Cell vs Manual: Full Comparison
| Dimension | Cobot Welding Cell | Industrial Welding Cell | Manual Welding |
|---|---|---|---|
| Entry Capex (USD) | $35,000 – $65,000 | $80,000 – $150,000 (entry-mid) | $5,000 – $15,000 (equipment) |
| Arc-On Time | 50 – 65% | 70 – 85% | 20 – 25% |
| MIG Deposition Rate | 3 – 7 kg/h | 8 – 14 kg/h | 1.5 – 4 kg/h |
| Programming Time (new part) | 2 – 8 hours (teach-through) | 2 – 5 days (OLP + verification) | 0 (no programming required) |
| Operator Safety Fencing | Area scanner; fenceless possible per ISO/TS 15066 | Full perimeter fencing required | Personal PPE only |
| Floor Footprint | 6 – 12 m² typical | 18 – 40 m² including fencing clearance | 2 – 4 m² per station |
| Defect Rate (calibrated) | 1 – 3% | Less than 1% | 5 – 8% |
| Best For | High-mix, low-to-mid volume; SME job shops; brownfield retrofit; welder shortage mitigation | Dedicated part families; high volume; thick plate; automotive supply chain | One-off custom work; very complex geometry; tiny batches where programming time exceeds weld time |
SME Adoption Roadmap: From Pilot to Multi-Cell
In practice, most SME cobot welding deployments follow a four-step progression. The key is treating each stage as a decision gate rather than a predetermined timeline.
- Step 1 (Months 1–3): Pilot on one part family. Select the part number with the best combination of repeatability, monthly volume, and geometric simplicity. Commission the first program with the integrator present. Run 30 to 50 production parts before declaring it ready. Track arc-on time, defect rate, and programming time per part from day one.
- Step 2 (Months 3–9): Build the part library. Program additional part numbers independently using teach-through. Identify which parts run best on the cobot versus which remain better suited to manual (very small batches, highly complex geometry). Aim for one new program per week.
- Step 3 (Months 9–18): Add a second cobot cell. When the first cell runs near capacity, a second cell at similar cost typically outperforms a single industrial cell on flexibility. Two cells handle different part families in parallel and provide continuity if one requires maintenance.
- Step 4 (Month 18+): Evaluate industrial cell for high-volume SKUs. With real throughput data, identify which part families have grown past 200 to 300 units per month. A mid-tier industrial cell for those SKUs, while keeping cobots for the high-mix remainder, is the common resolution. The cobot cells do not become redundant at that point.
Frequently Asked Questions: Cobot Welding for Small Shops
Can my existing welder learn to run a cobot welding cell?
Yes. Most cobot welding platforms use teach-through or hand-guided programming, meaning a welder who understands joint preparation and weld parameters can program new parts without software engineering experience. In practice, shops report that a skilled welder needs two to four hours of hands-on training before running simple joints independently on a cobot. More complex multi-pass or positional welds add training time, but the learning curve is significantly shorter than learning offline programming software for a conventional industrial cell.
Is a cobot welding cell safe when the operator works nearby?
Cobot welding cells are designed under ISO/TS 15066, which governs collaborative robot operation near people. The robot arm itself uses power and force limiting to stop on contact. However, the welding arc, UV radiation, fumes, and hot metal are not rendered safe by the cobot standard alone. Proper cobot welding cell design includes a welding-grade safety scanner (typically Safety Integrity Level 2), UV-blocking curtains or barriers on open sides, and a fume extraction system. The operator works outside the arc zone during welding but can approach safely once the arc extinguishes. Always review applicable local machine safety standards alongside ISO/TS 15066 before deployment.
What warranty and support should I expect on a cobot welding bundle?
Cobot manufacturers typically offer 12 to 24 months on the arm hardware. Welding torch and wire feeder warranties follow the consumable manufacturer’s terms, usually 12 months on parts. The integrator’s workmanship warranty on the cell build typically runs 6 to 12 months. Confirm three items before purchasing: whether the cobot OEM has in-country or regional field engineers (not just phone support), average spare parts lead time for key components, and whether remote diagnostics are included in the base package.
What is the upgrade path if my volume grows beyond the cobot’s capacity?
The standard upgrade path runs in stages. First, add a second cobot cell alongside the first rather than replacing it; two cobot cells at $35,000 to $65,000 each often beat one industrial cell at $100,000 to $150,000 on total flexibility. Second, add a servo positioner to handle larger assemblies. Third, if sustained monthly volume exceeds 300 to 500 identical parts per month, evaluate a mid-tier industrial welding cell for that part family while keeping the cobot for high-mix work. Both technologies can run in parallel.
When should a small shop switch back from cobot welding to manual or move to an industrial cell?
Switch back to manual when batch sizes drop below five parts and changeover happens multiple times per shift, making programming overhead exceed the manual weld cycle. Move to an industrial cell when a single part family exceeds 200 to 300 units per month consistently, when deposition requirements exceed 7 to 8 kg/h, when cycle time must be below 30 seconds, or when a customer quality audit requires automotive-grade traceability beyond what a cobot controller logs. Both transitions are predictable if volume data is tracked from day one of cobot deployment.
Related Reading
- Complete Guide to Cobots: Types, Selection and Applications (2026): the pillar article covering cobot fundamentals, payload classes, and application mapping across manufacturing sectors
- Robot Arm vs Cobot: When to Choose Industrial Robots (2026): 8-factor decision framework comparing cobot and conventional robot arm across speed, payload, repeatability, and safety requirements
- Complete Guide to Robotic Welding (2026): process selection, cell design, weld quality standards, and application mapping for the full range of robotic welding configurations
- Robotic Welding Cell ROI: Capex, Cycle Time and Payback (2026): capex tiers, cycle time math, defect savings, and worked payback examples including the entry-tier SME scenario this article builds on
- Top Cobot Manufacturers 2026: Comparison: full vendor landscape with scoring across payload range, ecosystem support, regional service coverage, and SME-specific deployment ease
Outbound references:
American Welding Society (AWS): welder workforce shortage data and welding certification standards
International Federation of Robotics (IFR): World Robotics 2025 report, cobot installation growth and welding application data
ISO/TS 15066: technical specification for collaborative robot systems safety requirements
Last Updated: May 9, 2026