

QJRH4-1A
Load: 4kg Arm span: 1410.5mm

QJR6-1400H
Load: 6kg Arm span: 1456mm

QJR6-2000H
Load: 6kg Arm span: 2014mm










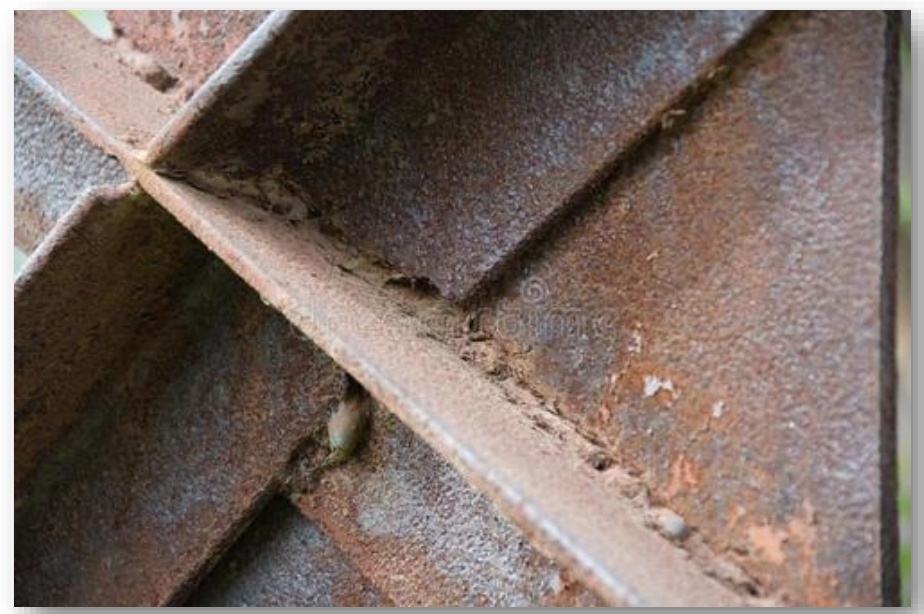



Large gap
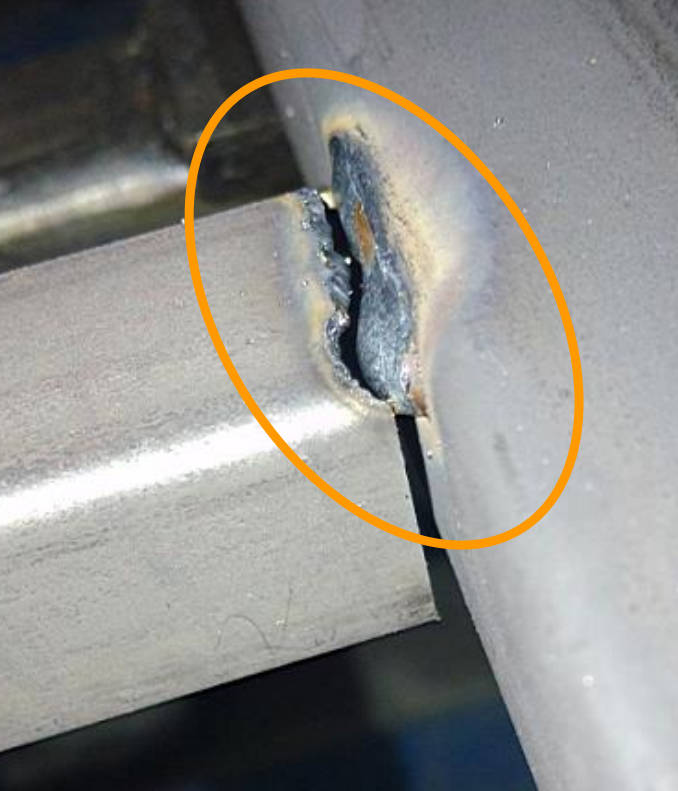
Weld through

Weld flash

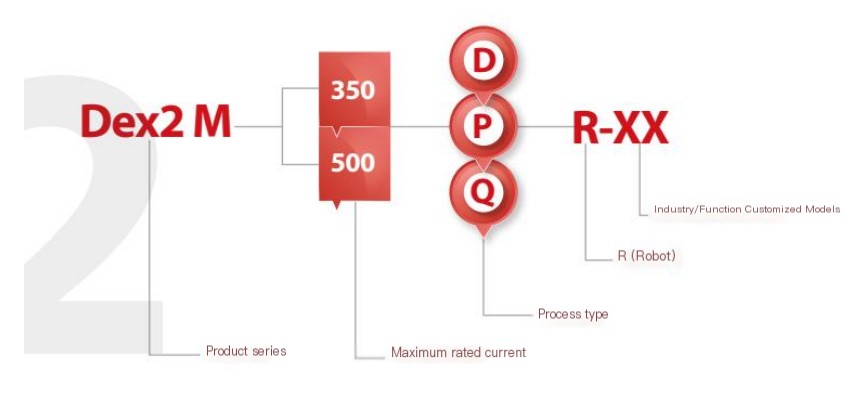
MAG-350RL

MAG-350RPL

Ordinary gas shielded welding

Ultra-low spatter gas shielded welding

Welding of 0.8mm galvanized steel

Welding of 0.7mm stainless steel

Plate thickness 0.8mm

Fast spot welding function

Coal mining machinery

Construction Machinery

Heavy steel structure

Construction Machinery

Coal Mining Machinery

MIG-500RP Super PLUS

Super Double Pulse

Auto parts welding

This is the heading
Engineering machinery welding industry

Hardware Equipment Welding Shop
Agricultural machinery parts welding

Cylinder welding

Box body welding

Plasma intersecting wire cutting
