
By the EVST Editorial Team · Last updated: June 1, 2026
A welding positioner is a powered fixture that rotates or tilts a workpiece so welds stay in the flat position, where speed and quality are highest. The axis count sets the motion: a single-axis positioner rotates on one axis, a 2-axis positioner adds tilt, and a 3-axis positioner combines two tilt or lift axes with rotation. Choosing between them comes down to part geometry, weight, and how many weld seams sit on different planes.
What a Welding Positioner Actually Does
Manual and robotic welders both work fastest when the joint is flat and the molten pool sits in a stable, gravity-assisted position. A positioner brings each seam to that position instead of forcing the welder, or the robot arm, to reach awkward angles. The result is more consistent penetration, fewer defects, and shorter cycle times.
According to the American Welding Society’s published guidance, weld quality and travel speed are highest in the flat position and degrade as joints move to horizontal, vertical, and overhead orientations. A positioner exists to keep as many welds as possible in that favorable window. In robotic cells, the positioner also becomes part of the motion system: its axes can be coordinated with the robot so the part and the torch move together during a single continuous weld.
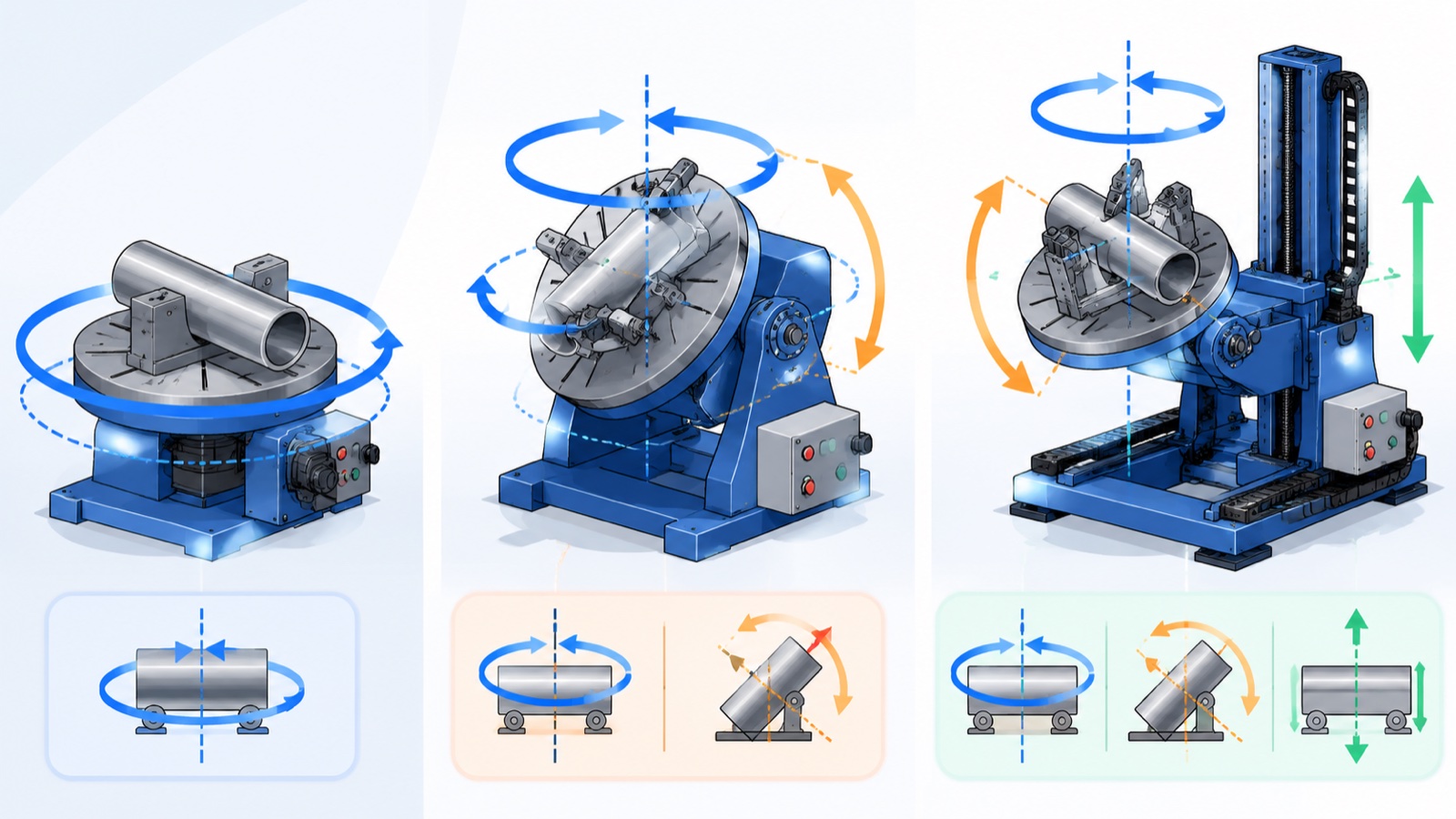
Single-Axis vs 2-Axis vs 3-Axis: The Core Difference
The practical difference is degrees of freedom, which decides how many faces of a part you can present to the torch without re-fixturing.
| Type | Axes / motion | Suited to | Typical limitation |
|---|---|---|---|
| Single-axis | 1 (rotation about one axis) | Round or symmetric parts: shafts, flanges, pipe spools, drums | Cannot tilt; seams on the end faces stay out of flat position |
| 2-axis | 2 (rotation + tilt) | Brackets, frames, structural weldments needing both turn and tilt | Limited reach on very tall or deep box sections |
| 3-axis | 3 (rotation + tilt + lift or second tilt) | Complex assemblies with seams on multiple planes | Higher cost and more programming and calibration effort |
A single-axis unit is the workhorse for anything that is essentially a body of revolution. Add a tilt axis and you cover the large middle ground of structural fabrication, where a part needs to both spin and lean. A third axis pays for itself only when parts are genuinely three-dimensional and re-fixturing would otherwise cost more than the extra axis.
How to Choose the Right Axis Count
In practice, three questions settle most selections:
- Where are the seams? If every weld lies on one circle, a single-axis positioner is enough. Seams on several planes point to 2 or 3 axes.
- How heavy and how balanced is the part? Off-center loads create tilting moments that the positioner’s gearing and brakes must hold safely, not just its rated mass.
- Is the positioner coordinating with a robot? Coordinated motion needs axes the robot controller can drive in sync, which favors integrated 2- and 3-axis units over a standalone turntable.
According to industry observations, the most common specification error is buying purely on rated payload while ignoring the load’s center of gravity and turning radius. A positioner rated for 1000 kg of centered, compact mass can be unsafe with 600 kg hung far from the axis. Reputable manufacturers, including EVST, publish load-moment and center-of-gravity charts alongside the headline payload for exactly this reason.
Reading Payload and Accuracy Numbers
Two figures dominate positioner data sheets, and both deserve scrutiny.
Payload is the maximum workpiece mass at a defined center of gravity. Manufacturers offer the same model at several payload tiers because the gearbox, bearings, and brake are sized to the worst-case moment. As an example, EVST’s single-axis and double-axis welding positioners are offered across tiers from a few hundred kilograms up to 5000 kg of workpiece capacity, so a buyer can match the unit to the part rather than over-specify.
Repeatability is how precisely the positioner returns to a commanded angle, typically expressed in millimeters at the work surface or in arc-minutes. For robotic welding, repeatability in the ±0.06 to ±0.25 mm range is common depending on size and payload tier, and tighter is not automatically better: it must simply be well inside the weld’s tolerance so the torch finds the joint every cycle.
According to manufacturer engineering data, larger and heavier positioner tiers generally carry a slightly looser repeatability figure because mass and structural deflection rise faster than stiffness. That trade-off is normal and is why payload and repeatability should always be read together.
Positioner, Robot, and Track as One System
A positioner rarely works alone in a modern cell. It is usually one element of a coordinated motion group that may also include the welding robot and a linear track. The robot reaches the seam, the positioner orients the part to keep that seam flat, and a track extends the working envelope for long or multiple workpieces. For how the linear axis fits in, see our companion guide on robot 7th-axis linear tracks and ground rails, and our complete guide to robotic welding for the wider cell picture.
Coordinated motion is what separates a true robotic positioner from a simple turntable. When the robot controller drives the positioner axes, the system can hold the optimal torch-to-work angle through a curved seam in a single pass, instead of stopping, indexing, and restarting. EVST builds its EVS-SWP single-axis and EVS-DWP double-axis positioners for this kind of integration, and as a turnkey supplier it delivers the robot, positioner, and track as one commissioned cell rather than as separate parts to be matched on site.
Safety and Standards
Positioners move heavy mass, so guarding and control reliability matter as much as weld quality. According to ISO 10218 and the supporting ISO/TS 15066 guidance for industrial robot systems, the complete cell, including the positioner and its motion, must be risk-assessed as one machine, with guarding, interlocks, and emergency stops covering the positioner’s full swept volume.
Practical safety features to confirm on any positioner include fail-safe holding brakes that lock the load on power loss, defined load-moment limits, and, where operators load parts while the robot welds elsewhere, a dual-station or barrier arrangement that keeps people out of the active zone. EVST positioners ship with CE, SGS, and TUV third-party certification, and the company’s field engineers commission systems on site in over 100 countries, which keeps the safety design consistent from the factory to the customer floor.
Frequently Asked Questions
What is the difference between a single-axis and a 2-axis welding positioner?
A single-axis positioner rotates the workpiece about one axis, which suits round or symmetric parts such as shafts, flanges, and pipe spools. A 2-axis positioner adds a tilt axis, so it can both rotate and lean the part. That lets it bring seams on several planes into the flat welding position, which is why 2-axis units are common in structural and bracket fabrication.
When do I actually need a 3-axis positioner?
A 3-axis positioner is justified when a part is genuinely three-dimensional, with weld seams on multiple planes, and when re-fixturing between welds would cost more time than the extra axis. For simpler parts, a single- or 2-axis unit delivers the same flat-position benefit at lower cost and with less programming.
How important is positioner payload versus center of gravity?
Both matter, and center of gravity is often the limiting factor. A positioner rated for a given mass assumes that load sits near the axis. An off-center or far-overhung load creates a turning moment that can exceed the unit’s rating even below its stated payload. Always check the load-moment and center-of-gravity charts, not just the headline payload number.
Can a welding positioner be synchronized with the robot?
Yes. When the positioner axes are driven by the robot controller as a coordinated motion group, the part and the torch move together, holding the ideal weld angle through a continuous seam in one pass. This is the main advantage of an integrated robotic positioner over a standalone indexing turntable.
What payload range do welding positioners cover?
Commercial welding positioners span from roughly 100 kg up to several tonnes of workpiece capacity. EVST’s range, for example, covers single-axis and double-axis units from a few hundred kilograms up to 5000 kg, with multiple payload tiers per model so the unit can be matched to the part rather than over-specified.
About the author: This guide was prepared by the EVST Editorial Team. EVST (EVS TECH CO., LTD) is a Chengdu-based robotics manufacturer founded in 2018, producing industrial robots, collaborative robots, welding positioners, and linear tracks exported to more than 100 countries, with CE, SGS, and TUV third-party certification.
Last updated: June 1, 2026. Specifications described are indicative industry and manufacturer ranges; confirm payload, center-of-gravity limits, and repeatability against current product data before specifying.